כעדסטאָון
הינטערגרונט
העאַדסטאָונז זענען באקאנט דורך פילע פאַרשידענע נעמען, אַזאַ ווי דענקמאָל שטיינער, גרוב מאַרקערס, גראַוועסטאָונז און מצבות.אַלע פון וואָס אַפּלייז צו די פונקציע פון כעדסטאָון;די דענקמאָל און דערמאָנונג פון די נפטר.כעדשטיינער זענען ערידזשנאַלי געמאכט פון פעלד שטיינער אָדער שטיק פון האָלץ.אין עטלעכע לאָוקאַליטיז, שטיינער (ריפערד צו ווי "וואָלף שטיינער") זענען געשטעלט איבער דעם גוף צו פאַרמייַדן סקאַוואַנדזשינג אַנימאַלס פון ופדעקן אַ פּליטקע קבר.
געשיכטע
אַרטשאַעאָלאָגיסץ האָבן געפונען נעאַנדערטהאַל גרייווז אַז דאַטע צוריק 20,000-75,000 יאר.די קערפערס זענען דיסקאַווערד אין קאַוועס מיט גרויס שטיין הויפן אָדער באָולדערז קאַווערינג די אָופּאַנינגז.מע ן הא ט געמײנט , א ז ד י דאזיק ע קבר ן זײנע ן געװע ן צופעליק .ד י פארװאונדעט ע אדע ר שטארבנדיק ע זײנע ן מםתמא ל געבליב ן הינטע ר זי ך צ ו ערהוילן , או ן ד י שטײנע ר אדע ר בדלערז ן זײנע ן געשטופ ט געװאר ן אי ן פראנט ן דע ר הײל , פא ר שוץ , פו ן װילד ע בהמות .די שארינדאר הייל אין איראק איז געווען א היים פון די איבערבלייבענישן פון א מענטש (בערך 50,000 בק) מיט בלומען אויסגעשטרעקט איבער דעם קערפער.
פארשיידענע אנדערע מעטאדן פון קבורה האבן זיך אנטוויקלט מיט די צייט.די כינעזער זענען געווען דער ערשטער צו נוצן אָרן צו אַנטהאַלטן זייער טויט עטלעכע מאָל אַרום 30,000 בק מאַמיפיקאַטיאָן און עמבאַלמינג זענען געניצט וועגן 3200 בק צו ופהיטן די ללבער פון די עגיפּטיאַן פעראָוז פֿאַר די וילעמ האַבאָ.די פעראָוז וואָלט זיין געשטעלט אין אַ סאַרקאַפאַגאַס און ענטאַמבד מיט סטאַטועס רעפּריזענטינג זייער קנעכט און טראַסטיד אַדווייזערז, ווי געזונט ווי גאָלד און לאַגזשעריאַס צו ענשור זייער אַקסעפּטאַנס אין דער וועלט ווייַטער.עטלעכע מלכים האָבן פארלאנגט אַז זייער פאַקטיש קנעכט און אַדווייזערז באַגלייטן זיי אין טויט, און די קנעכט און אַדווייזערז זענען געהרגעט און געשטעלט אין דעם קבר.קרעמאַטיאָן, וואָס אנגעהויבן וועגן דער זעלביקער צייַט ווי מאַמיפיקיישאַן, איז אויך אַ פאָלקס אופֿן פון דיספּאָוזינג פון די טויט.הייַנט עס אַקאַונץ פֿאַר 26% פון באַזייַטיקונג מעטהאָדס אין די פאַרייניקטע שטאַטן און 45% אין קאַנאַדע.
ווי רעליגיאָנס דעוועלאָפּעד, קרעמאַטיאָן געקומען צו זיין געקוקט אַראָפּ אויף.פילע רעליגיאָנס אפילו באַנד קרעמיישאַן, קליימינג עס איז געווען רעמאַניסאַנט פון פּייגאַן ריטשואַלז.קבורה איז געווען דער בילכער מעטאד, און אמאל זענען די מתים געווען פאר טעג אויסגעלייגט אין דער היים כדי מען זאל קענען באצאלן זייער כבוד.אין 1348 האט די מגפה געטראפען אין אייראפע און געצוואונגען מענטשן צו באגראבן די מתים אזוי שנעל ווי מעגליך און אוועק פון די שטעט.ד י טוי ט או ן קבורה־ריטועל ן האב ן זי ך געצויג ן בי ז בית־עול ם זײנע ן געװע ן איבערפולט , או ן צולי ב ד י סא ך פּליט ע קברים , האב ן זי ך װײטע ר פארשפרײ ט קראנקײטן .אין 1665, די ענגליש פּאַרליאַמענט רולד אין טויווע צו האָבן בלויז קליין פונעראַלס און די לעגאַל טיפקייַט פון גרייווז איז געמאכט צו שטיין בייַ 6 פט (1.8 עם).דא ם הא ט פארקלענער ט ד י פארשפרײ ט פו ן קראנקײטן , אבע ר פי ל בית־עול ם זײנע ן װײטע ר געװע ן איבער ־ באפעלקערט .
דער ערשטער בייס - וילעם ענלעך צו די וואָס זען הייַנט, איז געגרינדעט אין פּאַריז אין 1804 און גערופן אַ "גאָרטן" בייס - וילעם.די Pèere-Lachaise איז שטוב צו פילע באַרימט נעמען אַזאַ ווי אָסקאַר ווילד, Frederick Chopin און Jim Morrison.ע ם אי ז אי ן ד י דאזיק ע גארט ן בית־עלמין , ד י שטײע ר או ן דענקמאכ ן זײנע ן געװאר ן אויסגעארבעט ע ארבעט .איינע ם געזעלשאפטלעכ ע לאג ע הא ט באשטימ ט ד י גרויס ע או ן קינםטלעכקײ ט פו ן דע ם דענקמאָל .די ערשטע דענקמאָלס האָבן געשילדערט שוידערלעכע סצענעס מיט סקעלעטאָנס און בייזע גייסטער, כּדי צו איינגעבן מורא פאַרן לעבן פון לעבן אין די לעבעדיקע.שפעטער אינעם 19טן יארהונדערט האבן זיך סטעיטס אנטוויקלט אין טויווע פון פרידלעכע סצענעס, ווי טשערובים און מלאכים וועלכע פירן די נפטרים העכער.די פאראייניגטע שטאטן האט געגרינדעט אן אייגענעם דאָרפישן בית-עולם, דער בארג אַובורן סעמעטערי אין קיימברידזש, מאַססאַטשוסעטץ, אין 1831.
ראַ מאַטעריאַלס
פרי כעדסטאָונז זענען געמאכט פון שיווערשטיין, וואָס איז געווען בנימצא לאָוקאַלי אין פרי ניו ענגלאַנד.דער ווייַטער מאַטעריאַל צו ווערן פאָלקס איז געווען מירמלשטיין, אָבער נאָך צייַט די מירמלשטיין וואָלט יראָוד און די נעמען און פּרטים פון די פאַרשטאָרבן זענען געווען ניט-דיסיפעראַבאַל.אין 1850, גראַניט געווארן די בילכער כעדסטאָון מאַטעריאַל רעכט צו זיין ריזיליאַנס און אַקסעסאַביליטי.אין מאָדערן דענקמאָל איז גראַניט די הויפּט רוי מאַטעריאַל געניצט.
גראַניט איז אַן יגנאַס שטיין וואָס איז קאַמפּאָוזד בפֿרט פון קוואַרץ, פעלדספּאַר, און פּלאַגיאָקלאַסע פעלדספּאַר מיט אנדערע קליין שטיק פון מינעראַלס געמישט אין. גראַניט קענען זיין ווייַס, ראָזעווע, ליכט גרוי אָדער טונקל גרוי.דער שטיין איז געמאכט פון מאַגמאַ (געמאָלן מאַטעריאַל) וואָס איז פּאַמעלעך קולד.די קולד מאַגמאַ איז אַנערטט דורך שיפץ אין דער ערד ס סקאָרינקע און יראָוזשאַן פון באָדן.
פּלאַן
עס זענען קאַונטלאַס וועגן צו פּערסאַנאַלייז אַ כעדסטאָון.עפּיטאַפס קייט פון פסוק קוואָטעס צו טונקל און שפּאַסיק סטייטמאַנץ.אַקאַמפּאַניינג סטאַטועץ קענען זיין קאַרווד אין, געשטעלט אויף שפּיץ פון אָדער בייַ די שטיין.גרייס און פאָרעם פון כעדסטאָונז אויך וועריז.בכלל, אַלע שטיינער זענען מאַשין פּאַלישט און קאַרווד, דעמאָלט פיינלי דיטיילד דורך האַנט.
די מאַנופאַקטורינג
פּראָצעס
- דער ערשטער שריט איז צו קלייַבן די טיפּ (טיפּיקלי מירמלשטיין אָדער גראַניט) און קאָליר פון די שטיין.דער גראַניט בלאָק איז דעמאָלט שנייַדן פון די בעטראַק.עס זענען דריי וועגן צו טאָן דאָס.דער ערשטער אופֿן איז דרילינג.דער אופֿן ניצט אַ פּנעוומאַטיש בויער וואָס באָרדז ווערטיקאַל האָלעס 1 אין (2.54 סענטימעטער) באַזונדער און 20 ft (6.1 עם) טיף אין די גראַניט.די קוואַררימען נוצן 4 אין (10.1 סענטימעטער) לאַנג שטאָל ביטן וואָס האָבן שטאָל ציין צו שנייַדן אַוועק אין די האַרץ פון די שטיין.
דזשעט דורכנעמיק איז פיל פאַסטער ווי דרילינג, וועגן זיבן מאל אַזוי.אין דעם אופֿן, 16 ft (4.9 עם) קענען זיין קוואָריד אין איין שעה.דער פּראָצעס ניצט אַ ראַקעט מאָטאָר מיט אַ פּוסט שטאָל שטיל צו אַרויסטרייַבן אַ צונויפגיסן פון פּרעשערייזד כיידראָוקאַרבאַן ברענוואַרג און לופט אין די פאָרעם פון אַ 2,800 ° F (1,537.8 ° C) פלאַם.דער פלאַם איז פינף מאל די גיכקייַט פון געזונט און שנייַדן 4 אין (10.2 סענטימעטער) אין די גראַניט.
די דריט וועג איז די מערסט עפעקטיוו אופֿן, שטילער, און טראגט כּמעט קיין וויסט.וואַסער דזשעט דורכנעמיק ימפּלויז וואַסער דרוק צו שנייַדן די גראַניט.עס זענען צוויי סיסטעמען פון וואַסער דזשעט דורכנעמיק, נידעריק דרוק און הויך דרוק.ביידע אַרויסלאָזן צוויי סטרימז פון וואַסער, אָבער די נידעריק דרוק סיסטעם סטרימז זענען אונטער 1,400-1,800 פּסי, און די הויך דרוק סטרימז זענען אונטער 40,000 פּסי.די וואַסער פון די דזשעץ איז ריוזד, און דער אופֿן מינאַמייזאַז די מיסטייקס און ווייסטאַד מאַטעריאַל.
- דער ווייַטער שריט איז צו באַזייַטיקן די בלאָק פון די שטיינערייַ בעט.טוערס נעמען גרויס פּנעוומאַטיש דרילז מיט 1.5-1.88 אינטשעס (3.81-4.78 סענטימעטער) שטאָל ביטן טיפּט מיט קאַרבידע און בויער כאָריזאַנטאַלי אין די בלאָק פון גראַניט.זיי דעמאָלט שטעלן פּאַפּיר-אלנגעוויקלט בלאַסטינג טשאַרדזשיז אין די האָלעס.אַמאָל די טשאַרדזשיז זענען באַשטימט, די בלאָק מאכט אַ ריין ברעכן פון די רעשט פון די שטיין.
- גראַניט בלאַקס זענען יוזשאַוואַלי וועגן 3 פט (0.9 עם) ברייט, 3 פט (0.9 עם) הויך און 10 פט (3 עם) לאַנג, ווייינג וועגן 20,250 לב (9,185 קג).וואָרקערס אָדער שלייף אַ קאַבלע אַרום די בלאָק אָדער בויער כוקס אין יעדער סוף און צוטשעפּען די קאַבלע צו די כוקס.אין ביידע וועגן איז די קאַבלע צוגעבונדן צו אַ גרויס דערריק וואָס הייבן די גראַניט בלאָק אַרויף און אַנטו אַ פלאַטבעד טראָק וואָס טראַנספּאָרט עס צו די כעדסטאָון פאַבריקאַנט.די קוואַריז טענד צו זיין ינדיפּענדאַנטלי אָונד און פאַרקויפן די גראַניט צו מאַניאַפאַקטשערערז, אָבער עס זענען עטלעכע גרעסערע קאָמפּאַניעס וואָס פאַרמאָגן קוואַריז.
- נאָכן אָנקומען אין מאַנופאַקטורינג הויז, ווערן די גראַניט פּלאַטעס אַנלאָודיד אויף אַ קאַנווייער גאַרטל ווו זיי שנייַדן אין קלענערער פּלאַטעס.די סלאַבז זענען בכלל 6, 8, 10 אָדער 12 אין (15.2, 20.3, 25 און 30.4 סענטימעטער ריספּעקטיוולי) דיק.דעם שריט איז געטאן מיט אַ דריי - דימענט געזען.די זעג איז יקוויפּט מיט אַ 5 פט (1.5 עם) אָדער 11.6 פט (3.54 עם) האַרט שטאָל דימענט בלייד.די בלייד יוזשאַוואַלי האט וועגן 140-160 ינדאַסטריאַל דימענט סעגמאַנץ און האט די פיייקייט צו שנייַדן אַ דורכשניטלעך פון 23-25 ft2(2.1-2.3 עם2) א שעה.
- די שנייַדן סלאַבז זענען דורכגעגאנגען אונטער אַ וועריינג נומער פון ראָוטייטינג קעפ (יוזשאַוואַלי אַכט צו 13) מיט פאַרשידענע לעוועלס פון גריט עריינדזשד
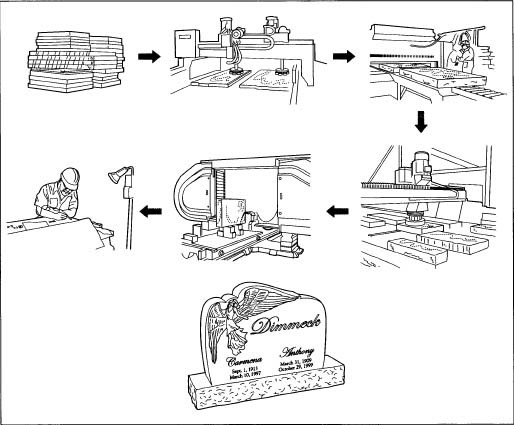
די מאַנופאַקטורינג פון אַ שטיין.
פון די מערסט אַברייסיוו צו די מינדסטער.די ערשטע קעפ האָבן אַ האַרב דימענט גריט, די מיטל קעפ זענען פֿאַר כאָונינג, און די לעצטע ביסל קעפ זענען יקוויפּט מיט פּעלץ באַפער פּאַדס.די פּאַדס האָבן וואַסער און אַלומינום אָדער צין אַקסייד פּודער אויף זיי צו פּויליש די שטיין צו אַ גלאַט, גלאָסי ענדיקן.
- די פּאַלישט פּלאַטע איז דעמאָלט אריבערגעפארן צוזאמען די קאַנווייער גאַרטל צו די הידראַוליק צוימען.דער צוימען איז יקוויפּט מיט קאַרבידע ציין וואָס יגזערט נאָענט צו 5,000 פּסי פון הידראַוליק דרוק אויף די גראַניט פּלאַטע, מאכן אַ ווערטיקאַל שנייַדן דורך די שטיין.
- דער שנייַדן שטיין איז דעמאָלט פאַשאַנד אין די צונעמען פאָרעם.דעם איז אָדער געטאן דורך האַנט מיט אַ דלאָט און האַמער, אָדער מער גענוי מיט אַ מאַלטי-בלייד דימענט זעג.די מאַשין קענען זיין באַשטימט צו האַלטן אַרויף צו 30 בלאַדעס, אָבער יוזשאַוואַלי בלויז לאָודיד מיט אַכט אָדער נייַן.יקוויפּט מיט נייַן בלאַדעס, דעם מולטי-בליידיד דימענט זעג קענען שנייַדן 27 ft2(2.5 עם2) א שעה.
- די סערפאַסיז פון די שטיין זענען דעמאָלט פּאַלישט ווידער.אין אַ העכסט אָטאַמייטיד פּראָצעס, 64 ברעקלעך קענען זיין פּאַלישט אין אַ צייט.
- די ווערטיקאַל עדזשאַז זענען פּאַלישט דורך אַ אָטאַמייטיד פּאַלישינג מאַשין, ענלעך צו די ייבערפלאַך פּאַלישער.דער מאַשין טשוזיז די האַרשאַסט גריט קאָפּ און אַרבעט עס אַריבער די ווערטיקאַל עדזשאַז פון די שטיין.דער מאַשין אַרבעט דורך די אנדערע גריץ ביז די עדזשאַז זענען גלאַט.
- די ריידיאַל עדזשאַז זענען ערד און פּאַלישט אין דער זעלביקער צייט ניצן צוויי דימענט גרינדינג דראַמז.איינער האט אַ האַרב גריט דימענט, און דער צווייטער האט אַ פיינער גריט.די ריידיאַל עדזשאַז פון דעם שטיין זענען דעמאָלט פּאַלישט.
- אויב ינטראַקאַט שטיין שאַפּעס זענען דארף, די פּאַלישט שטיין איז אריבערגעפארן צו די דימענט דראָט געזען.דער אָפּעראַטאָר אַדזשאַסטיד די געזען און סטאַרץ דעם פּראָצעס, וואָס ניצט קאָמפּיוטער ווייכווארג צו עטש די שאַפּעס אין די כעדסטאָון.קיין פייַן עטשינג אָדער דיטיילינג איז פאַרטיק מיט האַנט.
- די כעדסטאָון איז דעמאָלט גרייט פֿאַר פינישינג.שטיין פּיטשינג ינטיילז טשיסאַלינג די ויסווייניקסט עדזשאַז פון די שטיין מיט האַנט, געבן אַ מער דיפיינד, פּערזענלעך פאָרעם.
- איצט אַז די כעדסטאָון איז פּאַלישט אָ און שייפּט, עס איז צייט פֿאַר די ינגרייווינג.סאַנדבלאַסטינג איז בכלל געניצט.א פליסיק קליי איז געווענדט צו דער כעדסטאָון.א גומע שאַבלאָן איז געווענדט איבער די קליי און דעמאָלט באדעקט מיט אַ טשאַד-באַקט אויסלייג פון די פּלאַן.די טשאַד טראַנספערס די פּלאַן צוגעגרייט דורך די דראַפטמאַן, אַנטו די גומע שאַבלאָן.דער אַרבעטער דעמאָלט שנייַדן אויס די אותיות און פּלאַן פֿעיִקייטן וואָס זענען געוואלט אויף די שטיין, ויסשטעלן זיי צו די זאַמד בלאַסטינג.די סאַנדבלאַסטינג איז אָדער מאַניואַלי געטאן אָדער אָטאַמייטיד.יעדער אופֿן איז געטאן אין אַ ענקלאָוזד געגנט רעכט צו די דיינדזשערז פון דעם פּראָצעס.דע ר ארבעטע ר אי ז אינגאנצ ן פארדעק ט צ ו זײ ן באשיצ ט פו ן ד י קערלע ן װא ס האב ן זי ך אפגעשפיגלט ן פו ן שטײן .דער קורס קאַטינג אַברייסיוו איז יגזערטיד מיט אַ קראַפט פון 100 פּסי.שטויב קאַלעקטערז קלייַבן און ראַטעווען די שטויב פֿאַר רייוס.
- דער שטיין איז דעמאָלט ספּרייד מיט הויך דרוק פּאַרע צו באַקומען באַפרייַען פון קיין לעפטאָוווער שאַבלאָן אָדער קליי.עס איז ווידער פּאַלישט און ענג ינספּעקטיד, דעמאָלט פּאַקידזשד אין סעלאַפיין אָדער שווער פּאַפּיר צו באַשיצן די ענדיקן.דער פּעקל איז געשטעלט אין קרייץ און שיפּט צו דער קונה אָדער לעווייַע דירעקטאָר.
קוואַליטעט קאָנטראָל
קוואַליטעט קאָנטראָל איז שטארק ענפאָרסט איבער די מאַנופאַקטורינג פּראָצעס.יעדער פּלאַטע פון פּראָסט גראַניט איז אָפּגעשטעלט פֿאַר קאָליר קאָנסיסטענסי.נאָך יעדער פּאַלישינג שריט, די קאָפּ שטיין איז יגזאַמאַנד פֿאַר פלאָז.אין דער ערשטער צייכן פון אַ שפּאָן אָדער קראַצן, די שטיין איז אַוועקגענומען פון די שורה.
בייפּראָדוקטן / וויסט
דעפּענדינג אויף די קאַטינג פּראָצעס געניצט אין די שטיינערייַ, וויסט וועריז.דרילינג איז דער קלענסטער גענוי אופֿן פון שטייערן, אַזוי פּראָדוצירן די מערסט וויסט.די וואַסער דזשעט אופֿן טראגט די מינדסטער סומע פון ראַש פאַרפּעסטיקונג און שטויב.עס איז אויך מער ברענוואַרג עפעקטיוו ווי די אנדערע פּראַסעסאַז, און אַלאַוז די וואַסער צו זיין ריסייקאַלד.אין סאַנדבלאַסטינג עס איז אויך קליין וויסט זינט די זאַמד פּאַרטיקאַלז זענען געזאמלט און ריוזד אויך.קיין דעפעקטיווע גראַניט שטיינער פון די פּראָדוצירן זענען בכלל סאָלד אַוועק צו אנדערע מאַנופאַקטורינג קאָמפּאַניעס אָדער יקספּאָרטאַד מעייווער - לייאַם.אנדערע סאַבסטאַנדערד שטיינער זענען אַוועקגענומען.
די צוקונפֿט
עס זענען פילע נייַע טעקניקס וואָס נוצן ינאַווייטיוו ווייכווארג צו עטשינג דיזיינז אויף כעדסטאָון.לאַזער עטשינג איז אַ אַפּקאַמינג אַנטוויקלונג וואָס אַלאַוז בילדער און מער ינטראַקאַט דיזיינז צו זיין שטעלן אויף די כעדסטאָון מיט אַ לאַזער שטראַל.די היץ פון די לאַזער פּאָפּס די קריסטאַלז אויף די ייבערפלאַך פון די גראַניט, ריזאַלטינג אין אַ עלעוואַטעד, ליכט-קאָלירט עטשינג.
די דיפּלישאַן פון גראַניט איז ניט פאָרסיאַבאַל אין דעם לעבן צוקונפֿט.ווי קוואָריז זענען מיינד, נייַע רעסורסן אַנטוויקלען.עס זענען פילע רעגיאַליישאַנז וואָס באַגרענעצן די סומע פון גראַניט וואָס קענען זיין יקספּאָרטאַד אין אַ צייַט.אַלטערנאַטיווע מעטהאָדס פון די באַזייַטיקונג פון די טויט זענען אויך סיבות וואָס קען באַגרענעצן די פּראָדוקציע פון כעדסטאָון.
פּאָסטן צייט: Jan-05-2021